一、作字
1文字ずつ、原図を描いて「型」をつくります。
まず、文字をつくります。日本の出版物では、手描きで文字をデザインした「原図」を作成し、活字を鋳造する型となる「母型」を機械で彫刻するまでが文字づくりの工程です。
大日本印刷の市谷工場は、さまざまな種類の出版物を印刷するために約30万本の母型を保有していました。
作字の流れ
「彫刻母型」をつくる作字工程は、次の3つに分けることができます。
- 書体デザインの担当者が手描きの原図を作成します。
- 原図を撮影し、腐食で亜鉛のパターンを作成します。
- 活字パントグラフでパターンのへこみをなぞり、真鍮に文字の形を彫刻します。活字パントグラフは縮尺率を変えることができ、1枚のパターンで異なるサイズの母型の彫刻が可能です。
-
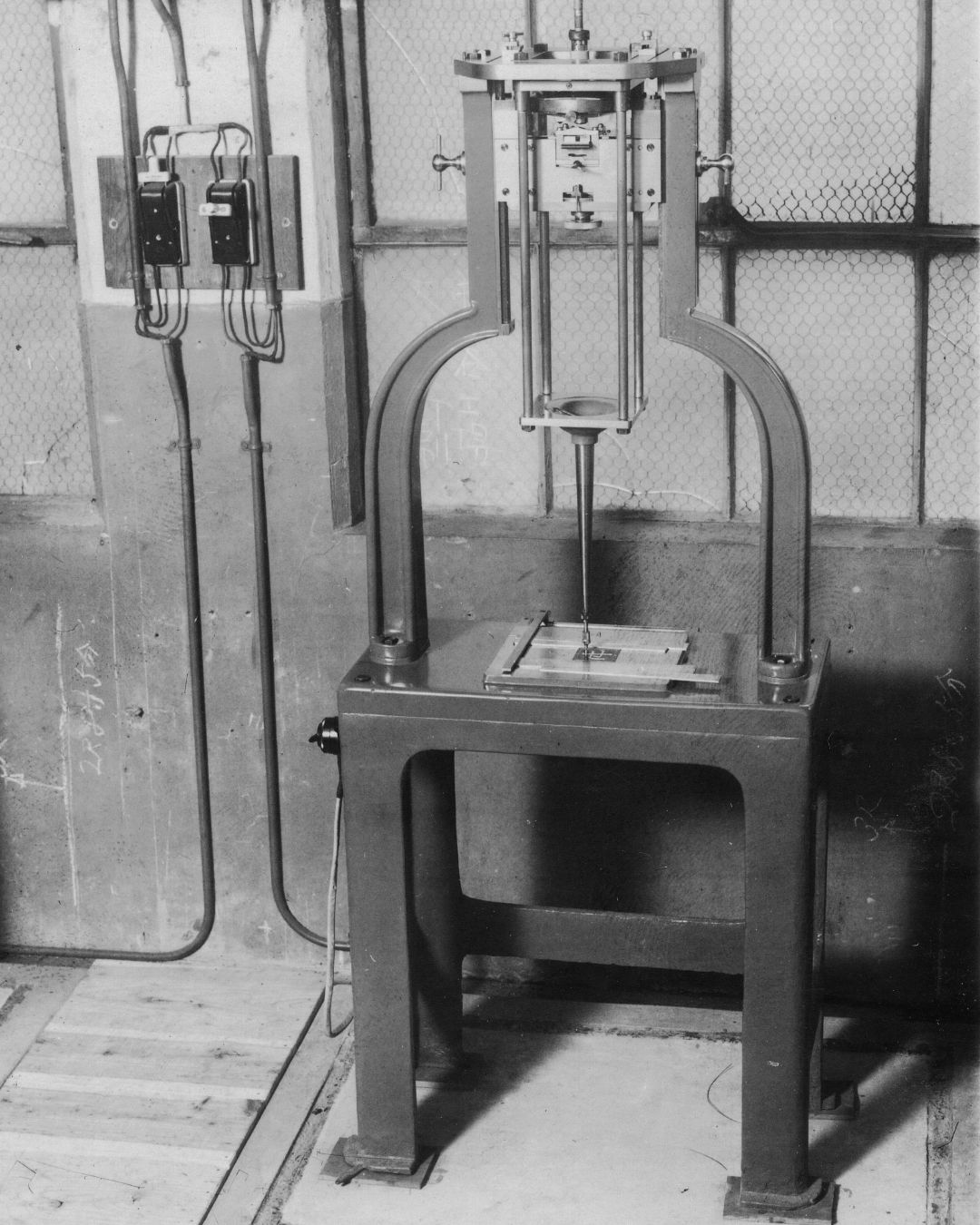
工場に設置された活字パントグラフ
-

パターンで文字をなぞる作業
-

母型彫刻作業中の様子
-

鉛合金を溶かして地金を作る大釜
-

母型庫から母型を探し出す様子
-

工場に並ぶ活字鋳造機と鋳造作業
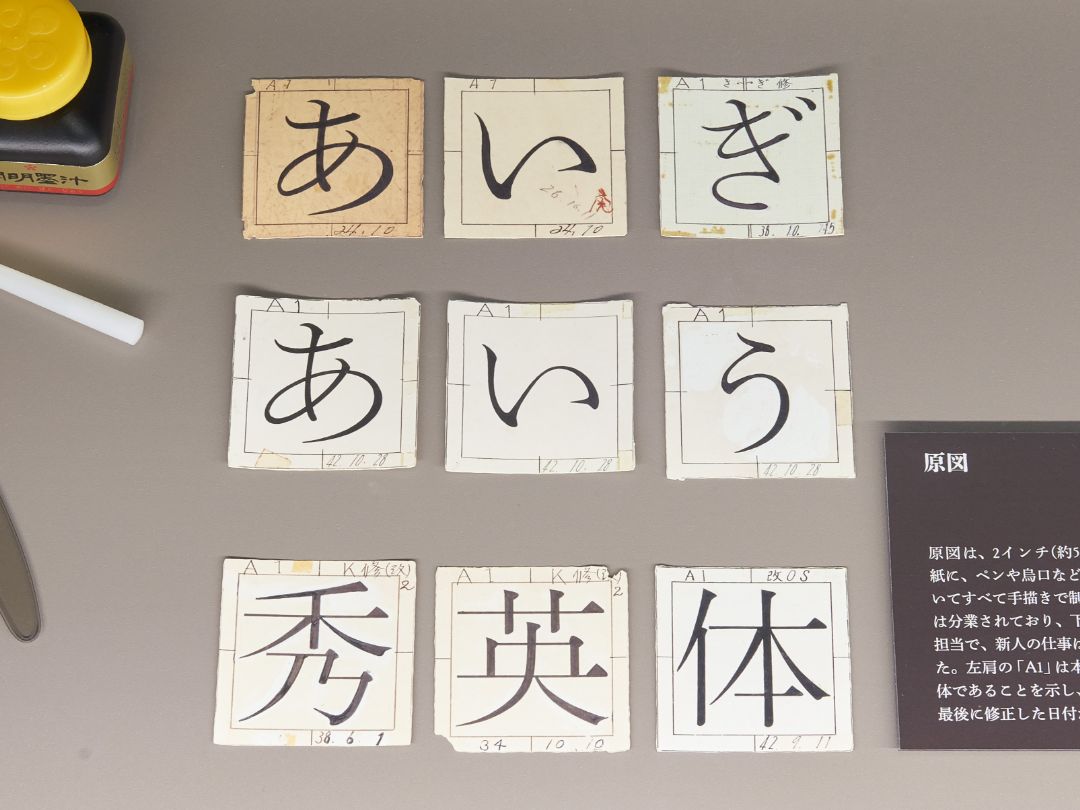
原図
原図は、2インチ(約5センチ)角の用紙に、ペンや烏口などの製図道具を用いてすべて手描きで制作します。工程は分業されており、下書きは熟練者の担当で、新人の仕事は「墨入れ」でした。左肩の「A1」は本文サイズの明朝体であることを示し、下部には原図を最後に修正した日付が記されています。
パターン
完成した原図をカメラ撮影し、写真凸版の技術で亜鉛の「パターン」を作成します。墨入れした部分は腐食でへこみます。このへこみを活字パントグラフでなぞることで、真鍮に文字の形状を彫刻し、母型を作ります。母型は鋳造を繰り返すと破損するため、パターンも保管して再彫刻に備えます。

母型
活字を量産するための、文字の型です。素材は真鍮。週刊誌から国語辞典まで、あらゆる出版物に対応するために、書体・サイズなどの違いも含め約30万本に上る母型を揃えています。特定の出版物専用の母型もあります。活版印刷の道具の中でも、特に母型は「印刷会社の宝」として大事に扱われました。

デプスメーター
彫刻した母型の深さを検査する道具です。針の部分に母型を押し当てて使用します。活字の高さは文字の大小にかかわらず同じですが、母型の深さは、大サイズの活字は深く、小サイズの活字は浅くなっています。母型の深さを間違えると印刷の品質に大きく影響するため、その検査は重要でした。

秀英体という書体
大日本印刷は前身である秀英舎の時代から、100年以上にわたり、書体を開発し続けてきました。それが、秀英体です。
活字書体として誕生した秀英体は、「和文活字の二大潮流」と評され、現在のフォントデザインに大きな影響を与えてきました。気骨ある迫力の初号、流れるように繊細な三号、そして安心感と明るさを兼ね備えた秀英明朝Lなど、活字サイズに応じた豊富なバリエーションで、現在も数多くの出版物に使用されています。
100年を超える年月の間に、文字をめぐる印刷環境は活版印刷からDTP、そしてデジタルフォントへと大きく変化を遂げてきました。秀英体は、こうした変化のなかで、デザインのアイデンティティを守りつつ、最新の印刷・組版システムに対応しながら出版・印刷文化を支え続けています。
当館が保存している日本語の金属活字はすべて秀英体です。現在につながる秀英体の基点をご覧ください。
-
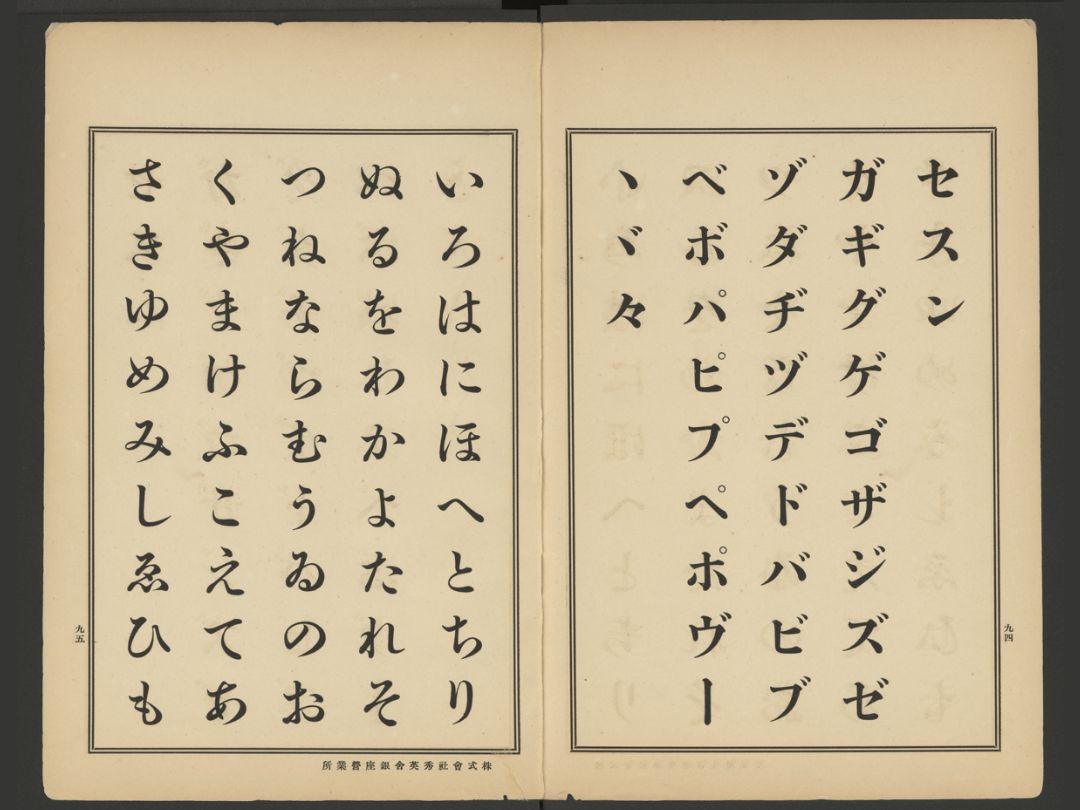
秀英初号明朝の活字見本帳(1929年発行)
-
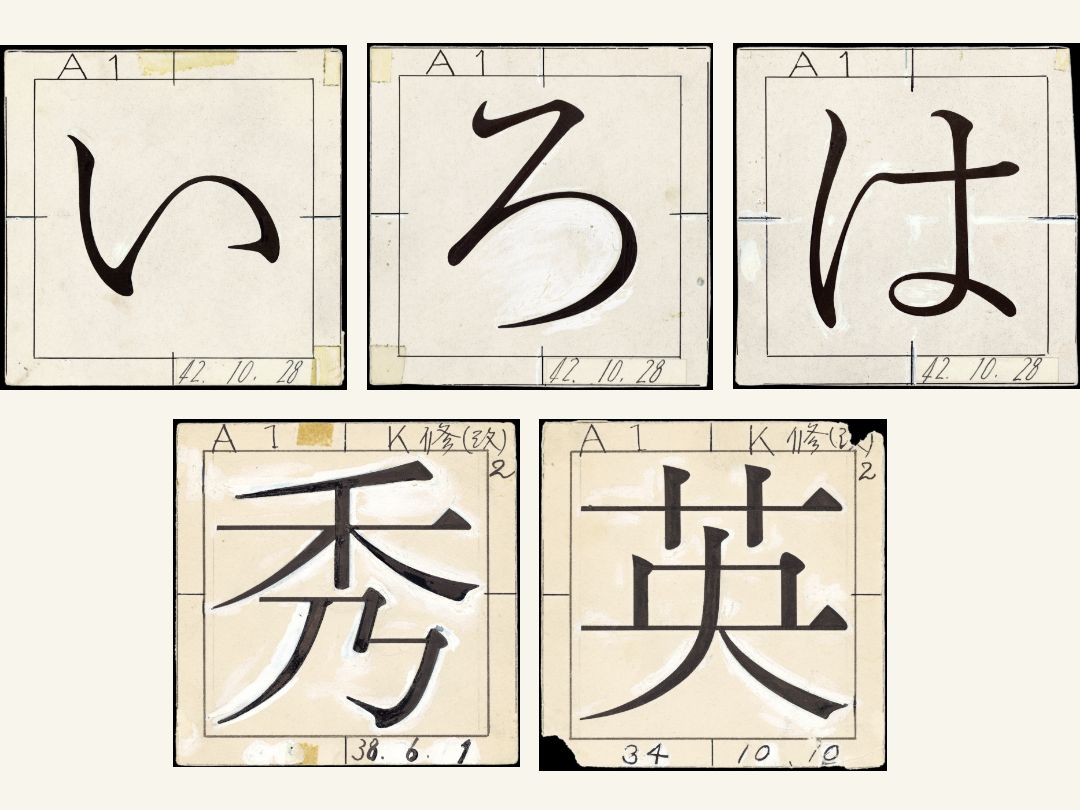
1960年代の本文用秀英体原図
原図ロッカー
紙の原図は、書体や活字サイズ、部首ごとに分類して収納していました。「秀英体」の源です。
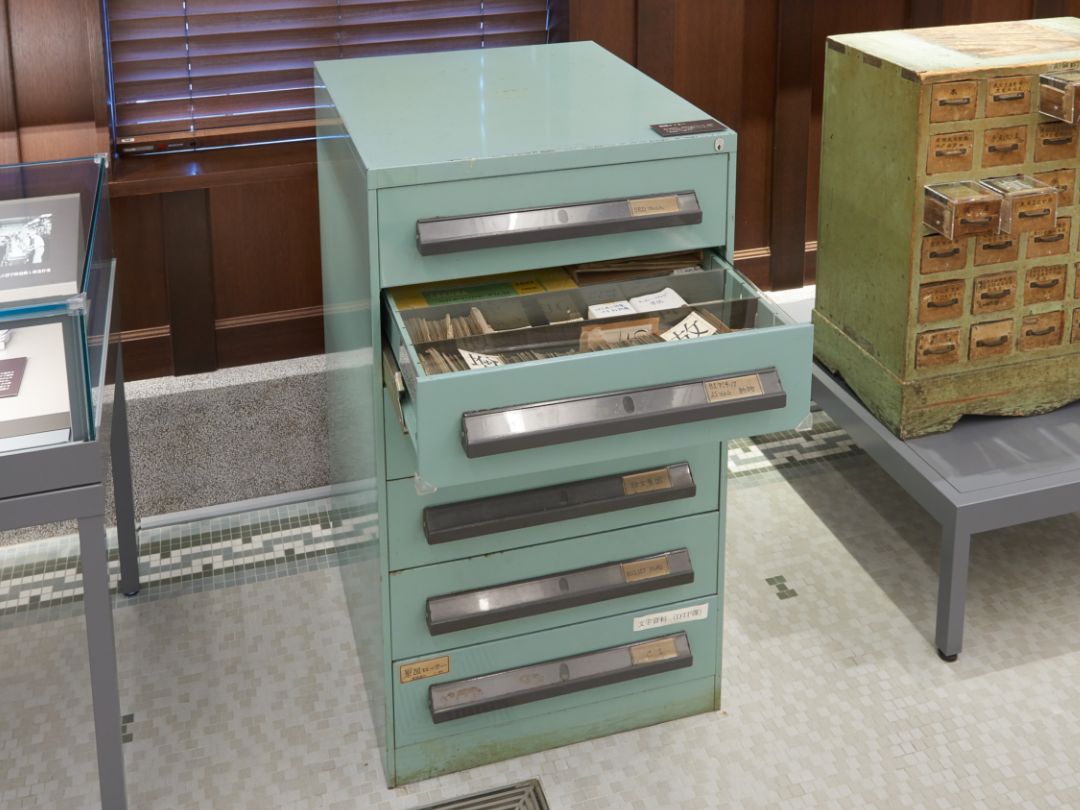
パターン棚
本文に使用する、通称「A1明朝」のパターンを収納した棚です。部首別に整理されています。
活字パントグラフ(母型彫刻機)
三省堂が導入していた米アメリカン・タイプ・ファウンダース社のベントン母型彫刻機を大日本印刷と津上製作所が研究し、開発した国産の母型彫刻機。1948(昭和23)年の完成以降、大手印刷会社や新聞社が相次いでこれを導入し、活字の品質は大きく向上しました。戦後、急速に拡大する出版需要を支えた、影の立役者と言えます。

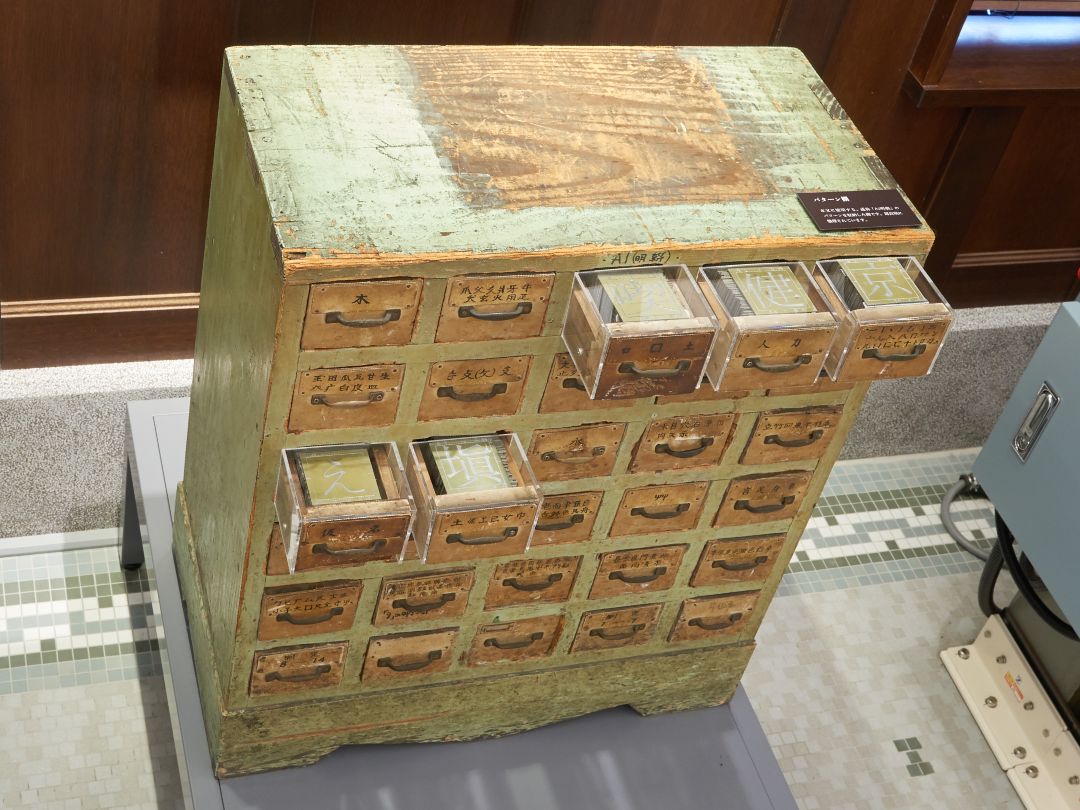
母型庫
母型を収納する木製の引き出し棚です。内部にも細かく仕切りがあります。母型は使用頻度で区分された独特の配列で並べられ、探しやすいように文字のラベルが貼られています。活版印刷全盛期には、鋳造する文字種が多かったため母型の出し入れも多く、母型を棚に戻す担当者もいました。

電胎母型
銅めっきの手法で作られた母型。活字パントグラフが導入される前は電胎母型が主流でした。

彫刻母型
活字パントグラフで真鍮を直接彫刻した母型です。本文用活字の母型は、大半が彫刻母型です。
